

K3とK4の誤解
遠藤克彦 投稿日:2016年 8月17日(水)
こんばんは、Z432オーナーの方々に投げかけたいと思います、Z432のK3のヘッドにはいわゆる
K4と言われる2ミリ長いバルブ、サイズの小さなリフター、それに対応したコッター、これらが
1969年10月の生産開始のときから採用されている、ということで間違いないですよね?
今まで数々、K4のヘッドからそれらが採用されたと雑誌でも、人伝いにも言われてきたのでZ432もそうなのかと思っていた人が多いと思うのですが、GTRはそうなのでしょうけれどもZ432はK3のヘッドにいわゆるK4のバルブ周りが入っています。
K4のリフターは軽量にできています。それがレース用のリフターとほぼ同じ作りです。
それゆえ、レースチューンの時、GTRはレース用のリフターに交換しなくてはなりませんが、
Z432はそのままで良い、となっています。
最初のパーツカタログ(69年11月発行)を見るとE4200の番号が割り当てられてあることでも解ります。
これをZ432への先行採用と読み取れるのですが、そのあと逆転が起きたようで、GTRには材質改良されたK4ヘッドを投入した時にZ432にはまだK3ヘッドを使っていたとのこと。Z432にK4ヘッドが採用されたのはだいぶ後になってからです。そもそもS20はGTRのおこぼれをもらっていたという弱い立場からきたものでしょうか。
S20エンジンのK3とK4の違いについて整理すると、今まで世間で言われてきたのはちょっと違う、となります。バルブの長さ、リフターのサイズ、ヘッドの材質、シリンダーライナーのメッキ、カムの制作方法、などなどが新しくなったのがK4で、Z432はK3なのにバルブ周りだけK4、ということになると思います。
Z432のK3をバラシたら、K4のバルブが入ってて過去に一度オーバーホールしたようだ、というのは必ずしも正解ではないと言えます。
2016年6月13日 川嶋
某国内オークションにこれが出品されまして120件の入札があり、落札価格はなんと487000円 一けた違ってませんかという価格ですが、貴重な品ですからそうなるのも当然かもしれません。
これはケンメリGTR用の71B2分割ミッションのフロントベルハウジングのみで、しかも新品と来ています。ちなみに1年くらい前に同様の中古が出ましたがたしか42万くらいだったと思います。
これが有ればというか、これがないとS20ユーザーの方たちはミッションの工面に苦労することが予想されますので、今のz432やハコスカgtrなどのS20車価格を考えると妥当なのかもしれません。

2016年2月5日
久しぶりに投稿します。
静岡 川嶋です。
今自分のS31のミッションをいじっていますがこんな部品が簡単に取り付け可能であることが分かりました。
画像中央、ミッションメンバーのところに見慣れない部品付いていると思いますが、これを付けるとボディートンネル左右をリジットでつなぐことになるので、ボディー剛性がアップするはずです。
まじまじ見ないとわからないくらい違和感ないですが、通常のS30Z覗いて比較するとわかると思います。
部品代は今回たまたま中古で見つけたのでただ同然、もちろんS30系にはついていませんからS30パーツリストにはありませんが、作りがメーカーっぽいですのでいかにもつけましたという感じのアフターメーカーパーツではないと思います。
取り付けは一切加工不要のボルトオンで、取り付けそのものは10分で完了、ただマフラー外したほうが簡単です。
ただし、47年ぐらいから前のミッションメンバーは形状が異なっていますので該当しません。ミッションメンバーの両サイドに丸い耳があるタイプです。
ご興味のある方は私のところまでご連絡ください。
2015年7月8日
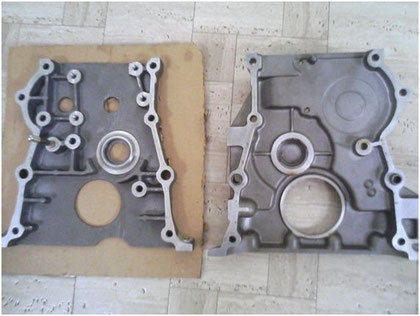
チエーンカバー付ギアーケースアッセンブリーとS20エンジンについての独断的感想
福田邦雄
以前自分でエンジンを組みたいと思った時がありましたが、当時は今の様にパソコン等がなく部品購入はニッサンの部品課を通して購入することしか判らなく、しかも製造廃止部品がや在庫切れの部品が色々と出てきたことも原因し、自分でのエンジン組み付けは断念してしまいました。
その時すでに購入したS20エンジンパーツの一つで、チエーンカバー付ギアーケースアッセンブリーです。添付画像で判るように、前後2枚で1セットの構成部品です。このため片側一つずつの単品販売はされませんでした。私にはその本当の理由はわかりませんが、おそらく当時メーカーでは精度面を考慮して2枚合わせた状態で精密加工したためかと思います。もしこのような理由であれば、S20エンジン組み付にはこの部分は、2枚同時加工したものと異なる組み方では精度的に問題が発生しやすいので、2枚1組のセットの状態で取付するのが一番良いものと思います。

このようにメーカーでは部品の組み付け時の精度を確保する配慮がされていたのでしょう?、又エンジンを出来るだけ部分的修理(?)ができるように機能別に分けて製造し、それを組み合わせる構造にしたのでしょうか?そのいきさつは当然私には解りませんが、S20エンジンは、その構成部品点数が多いですが、一般に(?)言われていることとは逆に、一定の技術とS20エンジンの組み付けのノーハウ?を有したメッカニックにとっては組み付けがしやすい構造になっているのではないかと私は推測していますが皆さんはどのようにお考えでしょうか?
H27年7月6日 福田邦雄
編集者:福田さんいつもお宝情報ありがとうございます。そんな以前からS20のビルドアップを目指していたんですね。しかも、そのときすでに製廃部品が多かったのも驚きですが、今まだそれらの当時物純正部品をもっているとはさらに驚きです。欲しい人にとっては超お宝だと思います。
私も良く分かりませんがs20の独特のカムチェインの構造からこのような設計なんでしょうか?R380のレーシングエンジンが原型ですから、R380もその様になっていたのかな?
Z432用SolexⅢ型(N40PHH)キャブレター
2015.9.6 福田さんより

目次
1外観と仕様の変遷1
2欠品部品5
3購入時の留意点と購入後の分解点検の要点6
4交換部品の購入とパーツのリペアー13
5組み付けの仕方17
7エンジン装着後のキャブ調整20
1 外観と仕様の変遷
Z432用キャブレターの標準仕様にSolexⅢ型が使われました。基本構造は同じでも年式により細部が変化してきています。44年式Z432に装着されたキャブレターを基準にした変化は、下記の如くです。
外観 (44年式Z432用SolexⅢ型N40PHH A―24を基準とし変化した部分、一部画像を参照)
45~46年式Z432用▬▬▬▬1ヒューエルチューブの緩み止めブラケットの装着
47~48年式Z432用▬▬▬▬1同上
2スターターカバー:円形→つば付

3フロートチャンバーカバー固定ボルト、ワッシャー:-ネジ、アルミ製プレーン→+ネジ、スプリング

4スリーブ、ベンチュリー固定用ナットのワッシャー:座面折り曲げプレーンワッシャー、斜め平加工→スプリング水平円形座面

5ジエットカバー止めネジ:真鍮製ニッケルメッキ蝶ネジ→鉄製イエロークロメートメッキ蝶ネジ


6ポンプカバー固定スクリュー:マイナス皿ネジ→プラスネジ
7アイドルアジャストスクリュー脇のリブ:円柱棒状→突起土手状
8キャブレターアウトレット(メインボアー)の内壁部スロットルバルブの接する周辺が:アルミの未処理→クロームメッキ仕上げ。
9キャブボデーに貼る型式表示N40PHH―A24(44~46)の赤シールが無い。

仕様
47~48年式Z432用▬▬▬▬▬1ブリードパイプ :N(44~46年) →M
2スターターデスク:H (44~46年) →K
Z432仕様SolexⅢ型の写真で画像1-1が44年(ヒューエルチューブ固定用ブラトの無い状態)~46年式の上面と下面からの写真です。画像1-2が47~48年式で上記と同様の側からの写真です。

(画像1-1)45~46年式(44年式はヒューエルチューブ固定ブラケット無)

(画像1-2)47~48年式
この様に、年式により上記ように変遷して来ました。
2 欠品部品(H27年現在)
現在メーカーから製造販売されていないパーツ
1 キャブレターボデー
2 フロートチャンバーカバー
3 SOLEX文字のジエットカバー、蝶ネジ
4 スターターデスクH型
5 S20用スリーブ
6 スリーブ固定用イモネジ
1 センターブロック
2 Ⅲ型用フロート
3 y型ヒューエルチューブ
4 ヒューエルヒルター
5 ポンプボデー
6 ヒューエルチューブ緩み止めブラケット
7 スロットルレバーリターンスプリング用ブラケット取付用-皿ネジ
8 ポンプロッドコネクターL字型ネジ
9 ポンプロッド押しアングルレバー、回り止めピン
10 -皿ビス用ポンプカバー、-皿ビス
ここからはプライベートリペアーとして、私流のリペアー法について書いています。キャブレターのリペアーに関しては、作業の仕方やどの状態まで仕上げるのか等についての考え方が個々により異なり、しかもユーズドキャブレターの状態も様々ですから、それに伴い多様なリペアー法があるでしょうが、こんな私のリペアー法もあるのかと思いながら見ていただければ幸いです。
3 購入時の留意点と購入後の分解点検の要点(消耗パーツは交換を前提にしていますから、ここでは点検部分として触れません。)
購入時の留意点「確認すべき部分」
1上記2の欠品パーツが付いているか?又そこに付いているものは再使用できるのか否か、確認することが大切です。
2Z432用ソレックスⅢ型仕様のキャブレターのバイパスホールは1,2mm×4個です。ハコスカGTRバイパスホールも同じですが、ケンメリGTRのバイパスホールは1,2mm×3、1,4mm×1です。このバイパスホールにはサイズの組み合わせが色々ありますが、Ⅲ連キャブで3個共に全部同一サイズに揃っていれば、使用上の問題はありません。しかし、1,2mm×4のⅢ連キャブと1,2mm×3+1,4mmのⅢ連キャブ仕様では、低速域の燃料供給の特性の違いがあります。
3アイドルホールやバイパスホールの開口部分に変形があったり、何かでこじって拡大されてしまっている状態があるかどうか?
4キャブボデーのスロットルシャフト軸受け穴にエアーを吸い込むような摩耗があるか?(この状態はキャブの内側から見て判断可能と思います。)
5キャブのメインボアーアウトレット部分で、スロットルバルブが全閉時接する部分に当たり傷や段付き摩耗がないか?
購入時に上記のことを確認することが非常に重要です。何故ならば、上記2~5に問題があるキャブレターを個人レベルでリペアーするのは至難の業ですから。
購入後の点検の要点
購入時の留意点を事前に再確認し、購入をしたら、次いで、購入後の内部点検をします。通常は、購入時には外観上の不具合しか点検できないことが多く、しかも、ほとんどのユーズドキャブレターが内部何処かに何らかの不具合を持っていますので、全部分解をして、詳細に点検することを基本にします。

分解の手順と要領及び点検内容
1分解に必要な工具(一部ですが画像2を参照)
1スロットルシャフト両端のナットの脱着用スパナ
2スリーブボルトのナットの脱着用スパナとこのボルト脱着用-ドライバー
3スロットルバルブ固定スクリュー脱着用プラスドライバー
4スロットルバルブ引き抜き用曲がりラヂオペンチ(画像2-2参照)
5スロットルシャフトのEリング外し用プレート状アルミorプラスッチク板
6スターターカバー部分のEリング外し用-時計ドライバー
7フロートカバー固定用-orプラススクリュー脱着用ドライバー
8ポンプロッド押しレバー固定用刺しピンとフロートピン外し用針状ピン
9ポンプノズル取り出し用ピンセット
10パッキン除去用カッターナイフ
11ニードルバルブ脱着用ボックスレンチ
12バンジョーボルト脱着用メガネレンチ
13スターターカバーレバー部6角ボルト脱着用スパナ
14ゴム製作業台用シート
15ポンプカバー部分のポンプレバー軸抜き用金具、金槌、木製の台
16ポンプロッドの割ピン取り外し用ラジオペンチ
17スロットルバルブ固定ネジの頭をなめてしまった時のネジ除去用ドリル
18キャブボデーの大きな-スクリュー取り外し用ドライバー、エキストラクター、ドリル 等
19スタータージエッの脱着用-ドライバー
20パイロット(アイドル)ジエット、ジエットブロック、メーンおよびエアージエット脱着用専用工具

2分解の手順と要領及び点検内容(消耗パーツを除きます。)
まず作業台用ゴムあるいは発砲樹脂マットと分解に必要な工具類を揃えてから、以下の作業手順に沿ってキャブレターの分解をします。
1ヒューエルパイプ緩み防止ブラケットの脱着は、フロートチャンバーカバー固定スクリュー2本を、サイズのぴったり合ったドライバーで、先端が浮き上がってネジの頭を舐めてしまわないように半分押しつけるようにして、反時計方向にまわし、外します。
点検内容:ブラケットの歪み、錆の程度、固定ネジの状態
2バンジョウボルトは、ネジの頭がレンチを掛けるのに薄いため、その奥に入り過ぎて6角メガネレンチがヒューエルチューブの丸い部分に接した状態で回すと、かなりボルトが固く締まっているため、思いっきり力の掛かったレンチが回った弾みで、そこに傷を付け易いから、それを避ける為
にチューブを保護して慎重に外します。
点検内容:ボルト、チューブの傷とメッキの状態、ヒューエルヒルターの目詰まりの状態
3スリーブ、インナーベンチュリー、アウターベンチュリーのセットスクリューナットをプレーンワッシャー仕様では、ナットの緩み防止折り曲げ部分を腰の強いペーパーナイフ等で平らに伸ばし、ナットのサイズに合ったスパナで緩め、次いでセットスクリューの頭を傷めるのを防止して外すために、ナットがそのスクリューの頭部分を覆った状態にして、-ドライバーで外します。しかしセットスクリューを外しても、アウターベンチュリーがキャブボデー内壁に固着して、どのように工夫しても取れないことがあります。外さずにオーバーホール出来るのであれば良いのですが、何が何でも取り外したい時は、そのアウタースリーブを壊して取り除くしかありません。この時に後から装着するアウタースリーブに隠れてしまう部分以外に傷を付けないよう注意してください。
点検内容:アルミ製のパーツの腐食と変形の状態、ネジ類の傷と錆の状態
4スロットルレバーリターンスプリングを外し、スロットルシャフト両端のプレーンワッシャーの折り曲げをペーパーナイフ等で伸ばし、その部分のナットを、スロットルバルブやシャフトが曲がったり捻じれたりしないように、スロットルレバー側のナットを緩める時は、木のブロックなどをレバー部分に挿み、反対側のナットを緩める時は、そのシャフトに装着してある6角の厚いワッシャーに平らなメガネレンチを掛け、シャフトに力がかからないようにして、平らなメガネレンチで外します。
点検内容:スプリング及びネジ類の傷と錆の状態、スロットルレバー、リターンスプリングブラケットの錆、曲がり等の状態、スロットルアジャストスクリュー、スプリングの錆の状態
5ポンプロッドの割ピンをラジオペンチで外します。
6スロットルバルブ固定スクリューは、バルブを全開にして、スクリューのネジロック剤を先端の尖ったもので取り除き、次いでバルブの固定用プラスネジ溝にぴったり合ったプラスドライバーでネジの頭を舐めないように、しかもシャフトを曲げない程度の力をかけて押しながら緩めますが、結構力をかけてもバルブが付いている為、実際にはシャフトの曲がりは起こりません。むしろ確実にスクリューを外すことの方が大切です。万一ネジのプラス溝を駄目にしてしまった時は、その部分からネジ山より少し太いいサイズのドリルで、シャフトよりネジの頭部分を削って取り、ネジの頭のなくなった残りのネジ部分は、反対側に出ているネジ山部分をラジオペンチなどで挟んで回して外します。次いでバルブを90度全開位置にして、指で掴んで慎重に、上方へ少しずつ、キャブレターの内壁を擦らないように、左右均等に、場合により元に戻したりして再び同様にして引き抜きます。しかし、指だけでは外れない程きつい場合は、兎に角、シャフトに隠れた部分でバルブの中央線上にある3つの穴が出るまで、指で頑張ってバルブを上側に引っ張り出します。大抵は、この穴部分が出るまで引き出せます。後は下の画像の様に、両端の穴に90度の曲がりラジオペンチの先端を入れて引き抜きます。ユーズドキャブレターのバルブにペンチで挿んだような傷がよく見られますが、このような傷の付いたバルブは再使用できません。バルブを再使用したい場合は、決して、ペンチやプライヤーなどでバルブを挟まないでください。

点検内容:バルブの傷、変形、摩耗(この様な状態のものは新品に交換してください。)状態 ネジの傷の状態
7スロットルシャフト部分のEリングは、2mm厚位のプラスチック製かアルミ板で強く押して外します。
点検内容:Eリングの歪み、錆の状態
8シャフト部分のポンプロッド押しカムレバーは、左側のボデーとカムレバーの隙間に上記の版を使って、その隙間を更に広げ、カム固定ピン孔を露出し、細い刺しピンで外します。
点検内容:カムレバーのL字用ボルトの穴の摩耗状態(抜け易くなっていないか)
9、スロットルシャフトを抜く時は、キャブレターボデーのシャフト軸受けにシャフトが引っかからないよう、まず外側のシールラバーリングを外し、内側のシールリングを中央側にずらし、それらのリングが付いていた部分の付着物を除去し、Eリング装着用の溝部分のバリ様の変形などを精密ヤスリなどで修正した後に、シャフトに少量の油等を塗布し、左右に少し動かして、スムーズに動く方向に押し、シャフトが軸受け孔に接していた部分が出てきたら、その部分のシャフト軸に回転傷があるかどうか、しかも、その傷がシャフトの引き抜き時に引っ掛からないかどうか確認し、引っ掛かりそうであれば、精密ヤスリでシャフトの傷を修正してから軽く引き抜きます。シャフトの引き抜きに無理をして、キャブボデー側のシャフト軸受け孔に傷が付いてしまいますと、その傷によっては、旋盤加工をして、シャフト軸受け孔へブッシュを挿入しなければ、そのボデーは使用出来なくなってしまいます。
点検内容:シャフトの摩耗、捻じれ、傷の状態 シャフトの軸受けの摩耗、傷の状態
10フロートチャンバーカバー固定スクリューは、スクリューのドライバー溝にぴったり合ったサイズのドライバーで、ネジのドライバー溝を駄目にしないようしっかりと強く押しながら回します。次いでジエットカバーの蝶ネジを緩め、そのカバーを外します。しかし、パッキンが張り付いて簡単に外れない時は、カバーとパッキンの境にカッターナイフ等の刃の付いたものを当てて、刃の背中を木のブロックなどで軽く叩いてパッキンを剥がしますが、その時にカバーの合わさるキャブの内側の立ち上がった縁を破損しないよう、3mm程度の深さ以上刃先が入らぬよう注意して外してください。その後フロートチャンバーカバーの取り外しに移ります。カバーを外す時はパッキンと一緒に外してください。そのようにしないとフロートがパッキンに引っかかってしまい、更に引っ張ったりするとフロートのアーム部分が曲がったりしてカバーが取れません。又パッキンが固着していて簡単にカバーが外れないときは、まず刃が18mm幅の厚手のカッターナイフを使って、パッキンをカバーやボデーから少し隙間ができる程度に分離します。この隙間を作るには、カッターナイフの刃をフロートキャンバーカバーとパッキン、あるいは、キャブボデーとパッキンの境目に沿って真っすぐに当てて、刃の背の部分を木製ブロックで木槌の様にし、接合部の外周に渡り少しずつ適度に叩いて行き、少しでも隙間ができたら、その隙間に刃先を5mmぐらいの深さまで差し込んで、そこより刃先を少しずつパッキンに沿って移動していけば、パッキンの外周部分が剥がれてフロートチャンバーカバーを3~5mm持ち上げることが出来ます。しかしなお、センターブロック部分等の内部部分のパッキンが固着しているとカバーは外れませんから、無理に引っ張らずに、内部のパッキンの固着もペーパーナイフの刃先を挿入して剥がし、フロートを傷つけないようにそっと、パッキンと一緒にカバーを上に持ち上げて外します。
点検内容:カバーのパッキン接合面の腐食、歪み、破損の状態、フロートピン軸受けステーの破損の有無、スターター用ブリードパイプの長さの過大の有無(このパイプが長いものが稀にあります。その為カバーが浮いてしまいます。)、孔の詰まりの有無
11スターターカバーのEリングは、カバーを下に押しながら-時計ドライバーで外します。
点検内容:カバー裏側の刻印Rの確認、
12ジエットブロックやアイドルジエット等ジエット類は真鍮製のため、専用の工具が販売されていますから、それで脱着すると傷を付けずに外せるものと思います。
点検内容:損傷の状態
13ポンプボデーは、貫通した2本のネジは外さずに、まず四隅のネジをサイズのぴったり合ったドライバーで外します。次いで、キャブボデーに傷を付けぬように厚手の紙などを梃子の支点部分に当てて、マイナスドライバーを使って片側を持ち上げるようにするとパッキンが剥がれて外れます。
点検内容:パッキンの接合面の損傷状態とポンプの作動状態、正常な作動状態の判定はガソリンの吸入吐出孔でします(ポンプレバーを押してガソリンの吐出孔からシュシュと空気音の出てくるのを確認し、次いで、ガソリン吐出孔を指で塞ぎ、この時レバーを押して抵抗が強い状態がポンプの吐出が正常に作動している状態です。当然ボデーを逆さにしてレバーを押せば抵抗なくレバーが動きます。)。ボデーを振ってチェックボールがカラカラなる(これはボールの固着の有無の判定です。)ことだけで判定しません。何故ならボールが塞ぐ部分の密閉状態が正常か、腐食やスラッジなどによる密閉不良かの判断をする必要があるためです。
14ポンプカバーのレバーの軸は、その軸が抜けた時ぶつからない為の穴の開いた木の台を用意し、それにカバーをセットして、ギザギザの付いた軸の反対側から、その軸より少し細い金属棒を当てて、金槌で叩き出します。
点検内容:レバーの曲がり、軸穴の摩耗、錆の状態、軸の磨耗状態
15上記14の軸の抜き取り作業の必要のない場合は、上記13より15のカバーの取り外しになります。カバーの付いた状態のポンプボデーの上下を指で押さえて、残りのネジを外した時に、ダイヤフラムのスプリングで中身が飛び出さないようにして外します。しかし、パッキンが固着して剥がれない時はネジを途中まで緩めて、パッキンを剥がしてからカバーを外すのが良いと思います。
点検内容:ポンプボデーのチェクボールの固着の有無、パッキンの接合面の状態、内部のスラッジや腐食等による汚れの状態、スプリングの錆や弾力状態
16ポンプウエイトプラグはフロートチャンバーカバーを外した時に点検し、簡単に取れる時は外して、中にあるポンプウエイトとボールを失くさない様しまっておきます。ポンプウエイトプラグのオーリングがしかりしていて外れにくい時は、腰の強いピンセットで挟んで左右に揺するようにして少しずつ引き出します。ペンチなどで強く挟むと傷が付き錆の原因になります。
点検内容:ウエイトがⅢ型用かどうか、チェックボールやプラグの錆、汚れの状態
17フロートの脱着は、フロートピンの軸を片側よりピンより細い棒で押せば楽に抜けます。このピンは、ちょっと軸を押せば軽く左右に動くのが正常で、カバーをセットした状態で左右に動かぬように出来ています。くれぐれも割り加工をしてある側のフロートピン挿入孔の穴を狭めて、ピンの横ずれを無くそうなどと思い、割加工の隙間をペンチなどで挟んで少なくしようとすると、ピン穴の部分でフロート固定用のステー部分が折れてしまいます。
点検内容:フロートのスポンジゴムの膨らみや変形破損の有無、ステーやリップのアルミ部分の腐食や破損の有無(それらにより規定のフロートレベルを固定できない)
18ニードルバルブをサイズの合ったボックスレンチで外します。この時もメガネレンチ等を使って、勢い余り上記のフロートピンの刺さるステー部分にぶつかり、その部分を破損する危険があるためです。
点検内容:ニードルの閉じ開きの作動状態(ニードル部分の動きが悪くなって弁が閉じたり開かなかったり、弁の先端が磨滅して閉じにくい)
19ポンプロッドとL字ボルトを外す必要のある場合は、ロッドの割ピンを通す穴に紙綴じ用クリップを伸ばしたりした棒状の金具を下の画像の様に刺して、ロッドを回して緩めます。決してペンチでロッドを挟まないでください。ユーズド品で結構ペンチによる醜い挟み傷が多く見られます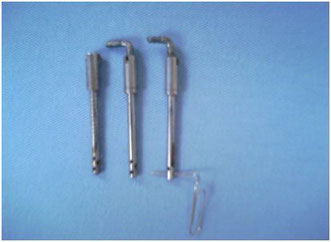
点検内容:ロッドにペンチ等による挟み傷の有無(がりがりの傷が付いている)、使用による摩耗の状態(摩耗して折れそうな位細くなっている)
0ポンプノズルはポンプノズルカバーボルトをマイナスドライバーで外し、中にセットされたポンプノズルをピンセットで抜きます。この時にアルミのワッシャーが付いていますから忘れずに外しておいて下さい。
点検内容:ポンプノズル孔の状態(こじって規定サイズでなくなっているかどうか)、
21センターブロックは、キャブレターの底の裏側の大きなプラスネジを回して外します。センターブロックは、それぞれキャブレターごとにフロート室上面と同一になるようにセットされていますから、他のキャブレターと組まないように何か印などを付けて仕分けしておきます。また8字オーリングを外す時は、硬性のある千枚通しの様なものの先端を、8字オーリングの中央部分外側とリングの入る溝の外側の縁の隙間に真直ぐに挿入し、その縁を支点にして梃の様にし、しかも縁を破損しないように少しずつ持ち上げます。リング溝の縁の薄い部分で外すと非常に折れ易い為にリング溝の縁を破損してしまいます。ユーズドキャブではこの部分の破損のあるものが多いです。
点検内容:Ⅲ型モノジエット用か、ブロック上面がキャブ外側上面と同一の高さかどうか(上面を研磨してあり、それでもなお不揃いになっていたり、削り過ぎて、アイドルホール入口の高さに影響が出ているものもある)、ジエットブロックの挿入孔内部の腐食の状態、製造時の穴加工の不良品が無いか(穴加工の不良品が時々見られます。)8字オーリング装着部分の状態(腐食によりオーリングのシール不良が起きている)、アイドルジエットなどの装着開口部分などの状態(ネジ山の腐食や磨滅)
22スタッドボルトは、ダブルナットで外します。専用レンチを使うとネジ山を潰してしまうことがあるので私は使いません。
点検内容:馬鹿ネジになっていないか(中にスタッド部分が馬鹿ネジになっていたり、直径8mmの穴だけになっていて裏からボルトナット止め式になっているものが時々見られます。)、錆の状態
4 交換部品の購入とパーツのリペアー
Z432用SolexTypeⅢキャブレターの仕様
メインボアー口径:40mm、
アウターベンチュリー:#32、
インナーベンチュリー:#10,5、
スリーブ:S20用、
ニードルバルブ:#1,8、
ポンプノズル:#45、
スタータージエット:#140(47~48年#150)、
スターターデスク刻印:H(44~46年)K(47~48年)、
スターターカバー刻印:R、
フロート:Ⅲ型用、
ポンプウエイト:Ⅲ型用、
ガスケット:Ⅲ型用、
スロットルバルブ:#165、
ポンプ吐出量一箇所:0,4cc
パイロットジエット:#52,5(57,5が街乗りで使い易い)、
エアージエット:#180(210~230が使い易い)、
メーンジエット:#135(140~145が使い易い)、
モノジェットブロック刻印:8、
ブリードパイプ刻印:N(44~46年)刻印M(47~48年)、
フロートレベル:21mm(液面測定値)、
アイドルアジャストスクリュー:Ⅲ型用、
アイドルホール:0,9mm、
デストリビューター進角用ホール:0,8mm、
バイパスホール:1,2mm×4
[このキャブ仕様は、エンジンが標準仕様、エンジンプラグB7ESの場合いです。]
上記仕様に基づき、項目3でのキャブレター購入後の分解点検で、リビルトに必要なパーツが購入出来る範囲かどうかとか、リペアーを要する部品の状態がリペアー可能なものなのかについて検討するために、下記の様に整理しパーツを揃える準備をします。
1販売している消耗部品の購入リストを作成します。
2製造販売廃止部品のリペアーのための点検をし、おおよそ自分で出来そうな物と専門業者に依頼する物とに整理します。
3上記1と2で揃わないものや、リペアー不能なパーツがないか更に詳しく調べて、そのような欠品部品の入手方法に関し情報収集をし、このキャブレターを確実に自分でリビルト出来るのかどうか検討します。一般的には、1基仕上げるためにユーズドキャブレターを何基か入手しなければならないことが多く、増してZ432では3連キャブですから、運が悪いと更に沢山の中古キャブを入手しなければ3基のリビルトが出来ないでしょう。このように、目的を達成するために必要なユーズドキャブレターが手に入るまでは、何基でも購入しなければなりませんが、当然直ぐに叶うかどうかは、35年以上前のキャブレターですから、その時の運次第の世界です。兎に角今では、Z432用Solex Ⅲ型キャブレターの中古を新たに入手して、リビルトするのは、問題のある中古品がほとんどの状況から判断し至難なことと思いますが、その点現在Z432に装着されていて使用中のものであれば、このキャブのリビルトをすることは、恐らく消耗品の交換と、キャブに今付いているパーツのリペアーの範囲ですから、比較的楽なものと思います。また専門業者が完璧にリビルトしたキャブレターであればなんら問題はありませんが、その販売価格はキャブ本体の価格とリペアー用パーツの価格と手間賃を含めると、最低でも25~35万円になると思いますが、なかには程度によっては40万以上するでしょう。
4リペアー対応部品で専門業者へ依頼すべき物として
1メッキする部品は、出来るだけ自分で錆落としをしてから依頼するとその分安くなります。 又部品ごとに依頼するメッキの種類を決めて依頼します。
2メインボアーのボーリングやスロットルシャフトが通る穴のブッシュ挿入加工、アイドルホールの修正加工などが必要なものは、専門業者がその注文に応じてくれるのかどうかの問い合わせが必要でしょう。この部分の修理ができない場合は、この時点でこのキャブレターのリペアーは出来ません。
3キャブボデーなどのクリーニングはウエットサンドブラスターの依頼をします。しかしブラスター処理したアルミ肌の質感はアルミ独特の艶が無いので、手間が掛かりますが、出来るだけ自分でアルミ肌の質感を出すように磨いたり、クリーニングする方が良いと思います。その具体的方法は、後の項に書きますので参考にして下さい。
5個人レベルでのリペアー
1ヤスリによる(ダイヤモンドヤスリが便利です。)ボルト、ナット、ジエット、ジエットブロックなどのドライバーなどが掛かる部分の出っ張り傷や潰れ等の修正。
2サンドペーパー(1000~1500番)によりスターターデスクのキャブボデーとの摺動面の擦れ傷等の研磨修正
3金属磨き用クリーム、液(金銀磨き用ケミカル等)などによるアルミ面や真鍮面の汚れ落としと磨き作業。
4カッターなどによるパッキン等の付着の除去
5平ヤスリによるキャブレターのパッキンが入る部分や種々の接合面の傷の修正、
6スロットルレバーブラケットやポンプカバー部分のレバーの曲がりの修正
7キャブレターの内部のスラッジなどの汚れの除去
8センターブロックの上面をキャブボデー上面と同一面にする為の高さ調整
9タップ&ダイスによりボルトやナットのネジ山の修正
6上記のリペアーの仕方、要領
1#200以上の精密ダイヤモンドヤスリを使って、なめてしまったボルト、ナット、各種ジエットなどの角部分の変形やつぶれ、ドライバー溝のカジリ、表面の隆起状傷等を修正します。更にメッキの必要な物は業者に依頼します。
2スターターデスクとキャブの接合面(摺動面)の修正は、キャブ側の摺動面に開いている各穴に脱脂綿などを詰めて削りカスなどが入らないようにし、#1500番のサンドペーパー50mm×50mm位の大きさで中央に直径5mm程度の穴をあけたものを、ヤスリ面をキャボボデー側の接合面に当てて、上からスターターデスクを挿入し、そのデスクを押し付けながらゆっくりと回転して表面の研磨をします。他方デスクの摺動面は、平らな面の木の板などにサンドペーパーを敷いて、デスク全体を均一な平面に仕上げます。この時あまり力を掛けずに、しかも数回擦ったらヤスリの削りカスをどけて、常にヤスリを掛ける面をきれいにしながらヤスリを掛けてください。このように削りカスを除けてヤスリを掛ける面を均一の平面に保っていないと、ヤスリを掛けた面に削りカスにより筋状の傷がついてしまいますから注意してください。ヤスリ加工が終了したらデスクの摺動面がキャブ側の摺動面とぴったり接して、しかもスムーズに回転することを確認します。
3アルミ表面の汚れ除去には、ウエットサンドブラスターでしたものは表面の艶がないので、手間が掛かりますが、金属磨き用ケミカル液やインク⋅ボールペン用消しゴム等を使って磨くとアルミ肌が結構綺麗になります。
4パッキン等の付着の除去は、カッターナイフで丁寧にアルミ接合面に平行にし、アルミ面を傷つけない様に注意深く少しずつして下さい。
5パッキン接合面の傷や荒れ等は、ヤスリ目#250番以上のダイヤモンド平ヤスリ
等で丁寧に削り、組み付け後にガソリンが漏れないように修正します。
6ブラケットやレバーなどの曲がりの修正は、直にペンチ等で挟んだりして傷をつけないよう、次の様な方法でするのが良いと思います。2本のモンキーレンチで、パーツを傷つけないように、間に厚紙などを入れて挟み、曲がりを直します。場合によっては、万力や平らな鉄板などを当てて、間接的に金槌等で叩いて、パーツに傷が付かない様に曲がりの修正をします。
7キャブレター内部の汚れやスラッジなどの除去は、先端の尖った刃の付いた細いカッターや針等で少しずつ軽く削り取るようにします。
8センターブロックの上面の高さの修正は、キャブレターのフロートチャンバー上面より低い時は、左右の8字オーリングを厚くして高さ修正します。高い時は、センターブロックの左右の8字オーリングの接合面を平ヤスリで少しずつ削り、固定した時、キャブボデーのフロートチャンバー壁上面とセンターブロック上面が面一になるように高さ調整します。この様にセンターブロック上面を削っての高さ調整はしません。しかしユーズド品では何故かこのブロック上面を削って有る物が多く見られます。
9ネジ山の修正は、前述のようにタップ&ダイスで行います。その後メッキします。
10アイドルホールのアイドルアジャスタースクリューのテーパー状先端が接する部分や、スロットルバルブおよびバルブの接する周辺(キャブレターのメインボアーのアウトレット部分で、バイパスホールやアイドルホールの開口している周辺の内壁)のカーボン汚れは、綿棒に金属磨き液を点けて綺麗にしますが、その部分やキャブの内壁のアイドルホール開口部の変形や拡大などの修理は、プライベートでは無理なので4-2で既述したように専門業者でしてもらいます。又このアルミ表面部分は、アイドリング調整に影響する極めて重要かつ精密な部分ですから、バルブは勿論のこと、この部分は決してブラスター処理をしないでください。
ここまでの費用は、これまでの私の経験から推計すると、交換出来る部分を全部した時のリペアーに要したパーツとメッキ費用で15万円位でした。これに欠品パーツが全部揃うまでのユーズドキャブレター購入費が掛かりますから、最低でも合計25万(運が良くて)~通常で40万?の費用が掛かるものと思います。
5 組み付けの手順と要領
いよいよキャブレターボデーにパーツの組み付けをして、調整仕上げに取り掛かるキャブレターのリビルトの最終段階の作業ですから、新品以上の仕上がりを目指して慎重に作業をします。
1センターブロックに新品の8字オーリングを装着して、キャブレターにセットし、その上面がキャブレターのフロート室の上面(フロートチャンバーカバーとの接合面)と面一になるように定規を当て確認しながら、キャブレターの底の裏側よりプラスネジで固定します。このネジを締め過ぎると、底にクラックを起こすので注意してください。
2ポンプボデーにパッキン、ダイヤフラム、スプリングをセットして、カバーを2本のプラスネジで固定しますが、この時カバーの取り付ける向きを間違えないでください。ここではまだキャブに取り付しません。
3スロットルシャフトの軸受け穴にシリコングリースを適度に塗布し、シールラバーリングを付け、シャフトは、左右上下の向きがありますから、Eリング用溝とバルブ固定ネジ用ネジ穴を目安にして正しい向きで、シャフトを無理に押さずにそっと中央部分に1.5cm位出します。次いでプレーンワッシャー、スプリング、ポンプロッドアングルステー(L型ボルトをセットした状態で)を通し、更にシャフトを既定の位置まで押し進めてから、プラスチック版(先に外すとき使用した板)を使ってポンプロッドアングルステーの固定ピン挿入孔を出しピンをセットし、Eリングをつけて、シャフトの両端のワッシャー、スロットルレバー(向きを正しく)、ナット等シャフトを捻じ曲げないように取り付けます。この時点ではナットロック用ワッシャーの折り曲げをまでしません。これでスロットルレバーがバルブ全開時のストッパーより回らないようになりますから、後にバルブを挿入、更に固定後等に、シャフトの過回転を防止し、過回転によるバルブの変形等が起こるのを防ぐことが出来ます。
4スロットルバルブを閉じた時スロットルバルブの刻印のある側が表(アウトレット側より見て)の下側に来るような向きで、バルブが全開状態になるシャフトの位置にして、指で直接触れないで(指で触れた部分は後に醜く腐食しますから、バルブをセットする時も、その後でも、手の汗や油等付かないよう注意して下さい。)、また擦り傷等を付けないように(新品部品ではすんなり入り傷等つきません)、しかも丁寧に静かに、シャフトの挿入スリットに、まずバルブの片側を中央付近まで嵌めます。次いでスロットルレバーを静かに軽く、バルブが閉じる側に回して行きながら、同時にバルブが全閉になるようにバルブの上を間接的に(合成ゴム手袋をして)軽く少し動かし、バルブが全閉の位置になった状態でレバーに輪ゴムをかけて仮固定し、次いで固定用ネジでバルブが簡単に動かない程度に仮固定し、輪ゴムを取ります。更にもう一つのバルブを上記と同様に全開状態のシャフト挿入スリットに挿入し、スロットルレバーを一応全閉に近い位置で再度レバーに輪ゴムを軽くレバーが戻る程度の強さで固定して、バルブの固定ネジで仮固定しから、左右のスロットルバルブの固定ネジを全部緩め、レバーを軽く少し開閉を何回も繰り返して、左右とも全閉になった状態で、シャフトを左側に(レバーと反対側に)ずらして、ポンプロッド押しレバーが何処にも当たらないことを確認し、バルブのビス固定をしてください。全閉状態の確認は、光にかざしてキャブレターのインレット側より見た時に、バルブ周辺からの光の漏れ具合で判断します。最終的には、6の仕上げ作業の項の記述の様にフロー測定をして、最終時点で、左右のスロットルバルブの開度差が無いように調整します。
5スロットルレバーリターンスプリングフック用ブラケットを皿ネジで固定し、スプリングを装着し、スロットルアジャストスクリュウをセットし、バルブ全閉から1,5回転捻じ込んでおきます。
6ポンプロドをL字型ボルトに付けて、そのロッドにスプリング(細い方を上にして)、ワッシャー厚いのと薄いのと一枚ずつ差し込んで、その次に、先に組み付けておいたポンプボデーとカバーユニットのポンプレバーのロッド用穴に入れた状態で、キャブボデーに4本のネジ固定をします。この時点で、ポンプカバーの6本のネジを本締めします。レバーの後に出ているロッドの2番目の穴にワッシャーを入れ、ポンプロッドの割ピンを差し込み、曲げて固定します。まだロッド自体は回すことができます。
7フロートチャンバーカバーに、ニードルバルブをワッシャーを入れてボックスレンチで取り付け、パッキンを入れずにフロートをセットし、フロートのレベル調節用リップとニードルバルブの先端が接して弁を閉鎖した時のフロート上面とカバー接合面の距離の測定で、フロートレベル(15,6mm)+パッキン(0,4mm)の厚さ分16mmの測定ゲージを厚紙等で作成したものを使って、フロートをそのゲージのレベルにします。次いでパッキンを入れてフロートを再セットします。パッキンをつけた状態でフロートレベル調整をするより、パッキン無しの方が測定ゲージによる測定が確実だと思います。
8キャブレターのフロート室に、スタータージエット、ポンプウエイト部リターン防止チックボール、ポンプウエイト、オーリング装着済みのポンプウエイトプラグ、アルミ仕切り板を付け、上記カバー等を装着し、ヒューエルチューブ固定ブラケット、スターターカバーリターンスプリングブラケット等と一緒にカバー固定ネジで、本締めより少し軽く固定します。次いで、スターターデスク摺動面や挿入軸に、少量のシリコングリースを塗り、デスク、スプリング、カバー、ワッシャーの順に軸に入れ、カバーを押して、Eリング挿入用溝を出し装着します。
9アウターベンチュリーをイモネジで固定し、インナーベンチュリーにパッキンを付けてイモネジで固定し、スリーブをイモネジで固定します。この時イモネジを強く締めすぎてパーツを変形させないようにしてください。次いでワッシャーとナットを付けてマナスドライバーでイモネジを押さえながら、スパナでナットの締め付をします。
10ポンプノズルにワッシャーを入れ、挿入孔にピンセットでポンプノズルの切欠きの部分の向きを合わせて差し込み、オーリング装着済みポンプノズルカバーボルトを仮締めし、スロットルバルブが開いた状態にレバーを固定し、アウターベンチュリーの部分に出ているポンプノズルの吐出孔の向きが、キャブレターのアウトレットに真直ぐな向きになるように目で確認しながら、ポンプノズルキャップの本締めをします。さもないと、ポンプノズル挿入孔にガタがあるため、カバーボルトを締めるのに伴って、ノズル孔の向きが左右にずれる場合があり、ガソリンの吐出向きが不均一になり、車の加速に影響すると思います。
11ポンプロッドを回し長さの調整をして、ポンプノズルからガソリンが吐出する量を決める為に、ポンプカバーのポンプレバーの先端部分が動く量(レバーストローク)を決めます。ストロークを決めるスロットルレバーの起点は(ポンプロッドとスロットルバルブシャフトのスロットルレバーは連動していて、しかもはじめにこのレバーをエンジンのアイドリングの位置にセットする為です。)、スロットルバルブレバーアジャストスクリューを1,5回転捩じ込み、バルブが全閉より1,5回転開いた状態とします。理由は、アクセルとポンプロッドは連動していて、この1,5回転捩じ込んだアジャストスクリューの位置がエンジンのアイドリングをしている時で、この時点からアクセルを踏みこむと同時に、ポンプが作動開始するためです。私の計算による、レバーストロークと吐出量の関係は、
吐出量ℹℹℹレバーストローク3mm=0.800mL(左右);片側で0.4cc=1気筒当たり
レバーストローク3.3mm=0.880mL(左右);片側0.44cc=1気筒当たり
になります。
最終的に、下記の6の仕上げ作業の2の記載した吐出量テストを終えた時点で、ポンプロッドの長さ調整ネジ部分に、ネジ回り止め用剤の塗布をします。この際私は、将来ネジを再度緩める事を考慮して、ガソリンで溶解しない塗料等をネジ山に塗り、ネジロック剤等の強力なものは使用しません。
6 仕上げ作業
1フローメーター(スロットルバルブシンクロチェッカー)で下記の様に左右のフローを測定し、左右差が無いようにバルブの開度を調整したら、バルブの固定ビスのシャフトから出ているネジ山部分に回り止め用塗料を塗ります。
フロー測定には、家庭用掃除機、プラチックボックスを利用した手製インテークマニホールド用ボックス等を用意し、これらをキャブレターに接続しフローメーターで測定します。フローの左右差の出る原因は、1、シャフトに捻じれがあり2、バルブに曲がり等の変形、エッジ部分の摩耗や傷があり3、バルブの位置決め不良等です。このためにスロットルバルブが左右とも同時に全閉にならない等、バルブの開度に左右差が起こるためです。その中で1,2が原因する時は部品交換するのが良いです。3の原因では、再度位置の修正をします。
2リペアー後直ぐ使用する時は、ネジ類を全て本締めし、ナットの回り止め折り曲げワッシャーの折り曲げ等をしてから、キャブ単体の使用前テストを行います。そのテストには燃料用ガソリンの携帯タンクにパイプを繫いである試験用として用意したソレックス用の電磁燃料ポンプのパイプをキャブレターへ接続し、バッテリーを電源にして(引火しないように注意してください)フロートレベルを測定(ジェットブロック挿入孔より測定器具を入れ21mm、規定値20~22mm)ポンプノズルの吐出量測定(片側0,4cc×10回=4cc)、パッキン等よりのガソリンの漏れの無いことを確認し、正常な状態であればエンジンへ取り付けます。
3今すぐに使用しない時は、上記1での作業はせずそのままの状態で、ポンプボデーのチックボールが張り付かないようキャブレターを立てにしてしまっておき、時々手で各部を動かして保存維持します。この時には、手の触れた部分の腐食や錆を起こすのを避ける為素手で扱わないようにしてください。使用段階になった時に上記2の作業をしてください。
7 エンジン装着後のキャブレター調整
一個一個単体の状態で正確な規定値で組み、上記テストで正常であれば、三連にした状態でも、個々の性能は同じ状態ですから、Z432では、通常手前のキャブ調整をし、それに合わせ残りのキャブ調整をすれば、バランスのとれた、調子のよい三連キャブレターの状態に成るものと思います。話が前後しますが、キャブレターのリペアーを不正確に仕上げ、結果キャブレターを一個一個比較して、同じ規定値で組みあがっていない場合や、未リペアーの規定値に組まれていないもの等のばらつきが有るものを三連に組み合わせると、幾らキャブレターを調整しても調整しきれずに、当然ガソリンの供給にばらつきが生じてしまいます。即ちキャブレターのリペアーは、必ず一個一個正確な規定値に仕上げて、どれでも同一規格になっている状態にしてください。又分解点検をしないで、規定値に組み上げてあるのか不明なキャブレターを調整した時に、その調整がうまく出来ない場合は、前述の理由が考えられますから、キャブレター調整するためには、全てリペアーした後か、出来れば、せめてエンジン装着前に分解点検組み直しをしてからが良いものと思います。
それでは、三個とも上記のように組み上げた同一精度のキャブレターとの条件で、装着前個々に単体で、予めスロットルバルブ全閉よりスロットルアジャストスクリューは1回転半ねじ込み、パイロット(アイドル)アジャスタースクリユーはいっぱいに閉めて、全閉から1回転半緩めたものをエンジンに取り付します。その後下記の様にキャブ調整をします。
1 ターンバックルプッシュロッドを同一の長さに揃える。Z432のインマニリンケージアクセルシャフトでは、一番手前のキャブレターのターンバックルプッシュロッド用アームが溶接してある為、まずアクセルペダルoff時に、この溶接アームに付けるターンバックルの長さが、上下2mm程度の遊びを持たせた状態に成るように取り付調整します。それを外して、残り二本のターンバックルをそれと同じ長さにします。溶接していない残り二本のプッシュロッドアームの固定ネジを緩めて、ターンバックルを全部付けます。ここでスロットルバルブが閉じる向きにスロットルアームを目いっぱい持ち上げた状態で、アームの固定ボルトを一旦仮締めます。この項は、後で記述するスロットルバルブの同期調整〔同調〕に係わっており、その時に必要な内容なのでスロット調整時にぜひ参考にしてください。
2アイドリング調整をします。 エンジン始動(プラグは普段はB7ESですが、キャブレター調整の時はかぶらない様B6ESを使用します。)、暖機運転したらスロットルアジャスタースクリュー調整で1000RPMにします。この時にフローメーターで一応各気筒全部揃えておきます。次いで、一気筒ずつパイロット(アイドル)アジャスタースクリューを調整し、エンジン回転が一番高くなった所から少しずつ締め込み、エンジン回転が高い所から落ちる直前に調整します。もう一度スロットルアジャスタースクリューを調節しフローメーター(シンクロチェッカー)にて各気筒シンクロ状態で、かつ1000RPM にしてから、一気筒ずつプラグの焼け具合を見ながら、適正な焼け色になるように、アイドルアジャスタースクリューを調整します。(この作業時、プッシュロッドアームとターンバックルをフリーにした状態で作業しても良いですが、私は、プッシュロッドアームとターンバックルの作動の遊びの範囲内の調整と判断し、ロッドを付けた状態で作業します。)このアイドリング調整で大切なことは、パイロット(アイドル)アジャスタースクリューを調節するとエンジンの回転数が変化し、この変化した回転数を調節するとフローの変化によるプラグの焼け具合が変化する為、再度パイロットアジャスタースクリューを調節し、プラグが良い状態に焼けるようにします。すると再びエンジンの回転数が変化するといった、相互に影響し合う関連性を有したメカニズムゆえに、両者を一致させるため、シンクロチェッカー(フローメーター)を使い、前述の調節を繰り返します。従って、このことを何回か繰り返す度に(慣れれば数回で)それら相互の調節量が小さくなり、最終的に各気筒がシンクロして、アイドリング1000RPMでのプラグの適正な焼け方と、安定したエンジン回転が得られるものと私は考えています。最後にプッシュロッドアームとターンバックルを付けて(この時に、プッシュロッドアーム及びスロットルバルブシャフトレバーのボールピンと接続するターンバックルの両端の穴にグリース等を詰め過ぎると、グリースの影響による不規則な微妙な穴のサイズ変化が生じ、下記3のスロットルバルブの同期調整に影響し、同調が取れなくなることがあります。)、アイドル調整を終了します。
3 スロットルバルブの同調をします。上記2でアイドリング時のキャブレターのスロットルバルブのシンクロは取れていますから、後はアクセルペダルを踏んだ時、その遊びを含め、各キャブレターのスロットルレバーが全部同時に開くように、プッシュロドアームの位置を決めて固定するだけです。Z432におけるスロットルバルブの同期調整(同調)では、ボルト締め(非溶接)形式になっている2本のプッシュロッドアームが、直にインマニスロットルシャフトに溶接されたプッシュロッドアームと同期するように、しかも、アクセル操作で緩まない様に、それぞれのアーム固定ボルトをきつく締めます。この調整で私は、インマニスロットルシャフトのアーム固定ボルトを、シャフトを回した時に空回り出来る程度に少し緩めに締めた状態で、上記1の様に、スロットルバルブが目いっぱい閉じる方向にシャフトを回し、その時点の位置で固定ボルトを仮締めし、次にスロットルレバーが同期する位置(溶接されているプッシュロッドアームを押して、3個のキャブレターのスロットレバーが、全て同時にスロットルアジャストスクリューから離れる開始位置)に、プッシュロッドアームの固定ボルトを再固定し、更に確認をするという一連の作業を繰り返して(これは、注意深く固定ボルトを締めても、ちょっとした力の入れ加減で位置ずれが起きやすい為です。)、最終的に同期が出来た位置でアームの固定をします。この調節により、インマニスロットルシャフトの軸受けベアリングなどに起因するガタ等は、前述の如く同期が取れれば、アクセルペダルを踏んだ時の適正なアクセルの遊びの内に含まれてしまう為、シャフトの軸受けに多少のガタがあっても、全くキャブレターのスロットルバルブの開閉動作の同期に影響はありません。しかも、この同期したアームのボルト固定により、キャブレターの作動メカニズムから考えれば、エンジンが何千回転になっても、スロットルバルブの開度は同期しているはずですから、更に回転を上げてのフローバランス取り(シンクロチェック)はしません。しかもエンジンが高回転の時のフローの不揃いは、スロットルバルブの開きのシンクロの不具合ではなく、エンジンの吸入量のアンバランス等他の原因によるものが考えられます。
以上を要約すると
(1)ターンバックルの長さ調整は、溶接プッシュロッドアームレバーのターンバックルと同じに揃えます。
(2)アイドル調整は、パイロット(アイドル)アジャスタースクリューとスロットルアジャストスクリューを交互に調整して、シンクロチェッカーにて全部のスロットルバルブがシンクロし、1,000RPMでプラグが正常に焼ける状態にします。
(3)スロットルバルブの同期調整(同調)は、スロットルバルブが全部同時に開くように、溶接プッシュロッドを押して、全部のスロットルバルブのレバーがスロットルアジャストスクリューから離れるのが、同時に開始するようプッシュロドをセットします。
この時に、ターンバックルのピンボールジョイント受け穴にグリースを詰めると、スロットルバルブの開閉の同期に影響するので、そのようなことはしません。又スロットルシャフトは純正部品を使用します。その際、インマニシャフトの軸受けの多少のガタはアクセルの正常な遊びの内に含まれ、スロットルバルブの開閉の同期に影響しません。
4 発進から低速走行時のキャブ調整は、ドライバーのアクセル操作に合わせ、パイロット(アイドル)ジエットとポンプノズルでします。私は、パイロット(アイドル)ジエット#57,5ポンプノズル#45にセットしています。
5 中速から高速走行時のキャブ調整は、やはりドライバーのアクセル操作に合わせ、メーンジエットとエアージエットでします。しかし上記4,5の調整には限度がありますから、むしろキャブレターの燃料供給性能特性に合ったアクセル操作をすべきです。私は、メーンジエット#145エアージエット#200にセットしています
2015年2月20日 福田 邦雄
ソレックスⅢ型40口径キャブレター(ニスモ仕様を除く)の変種と判別法
今ではソレックスⅢ型キャブレターは、そのほとんどのものが過去にオーバーホール、リペアー等を受け、その際の組み付け違いで生まれた変種が世に出回っているため不運?にも、それとは知らずこの変種キャブをエンジンに装着してしまい、エンジンのアイドリングトラブルの原因の一つになっているようです。Z432のS20はソレックス3連キャブが6つの気筒に3拍子揃って平等な燃料供給をして調和していますが、拍子の狂ったキャブは不調和音の元です。3拍子揃えてください!それはあなたですよとキャブ不調S20が叫んでいます。
その叫びに応えて?今回は変種キャブレターを主に私見を述べたいと思います。
○変種キャブが生まれる要因として
1、ジエットブロックのタイプ
2、口径の大きさ
3、バイパスホールの大きさ
4、ジエットブロック以外のパーツの違い、間違った組み付け、組み付け不良
5、不良パーツの使用
6、その他
等の色々な組み合わせにより品種改変?がされたためと思われます。
しかしソレックスキャブを扱い慣れていて慎重な作業をしているメカニックの方は、上記2~6項による変種作成はしないものと思いますので、今回は項目1の要因による変種誕生について私見ですが、私がこれまで20基程度「Z432用として」オーバーホールをした時の経験から会員の方々へお伝えしたいと思います。
本来このキャブは、メーカー仕様ではジエットブロックの種類により下記の2種類製造されました。その基本構成は、前期型(44~46年?のZ432に装着)、と後期型(47~48年Z432)がありそれぞれ
前期型では、
1ͶͶͶͶͶイ—M=モノジエット用キャブボデー+M=モノジエット用センターブロック
2ͶͶͶͶͶͶロ—B=ビジエット用キャブボデー +B=ビジエット用センターブロック
後期型では、ロ−BのボデーがMとBのパーツの組み込みで共有できるため下記の組み合わせになっています(キャブの底に精密を要しない3mm位の穴を2か所簡単に開けるだけなのに、前期型でボデーを共有しなかった理由が不明ですが)
1ͶͶͶͶͶロ—BとM
2ͶͶͶͶͶロ—BとB
前期、後期の両方とも1と2のようにそれぞれ組まれた2種類です。しかもキャブボデーとセンターブロックは、組み込み後上面が同一面になるよう工場で面加工を施し出荷しており、この部分はプロ?以外分解不可ですが、とにかくこれを分解して組みますと下記の様に4種類のキャブが誕生し、実際世に送り出された変種を私がそれとは知らずオークションで買ったことがあります。
1ͰͰͰͰͰイ—MとM⇰⇰⇰⇰⇰⇰⇰⇰前期型メーカー仕様
2ͰͰͰͰͰロ—BとB⇰⇰⇰⇰⇰⇰⇰⇰⇰前期⇰後期型メーカー仕様
3ͰͰͰͰͰイ—MとB⇰⇰⇰⇰⇰前期型変種
4ͰͰͰͰͰロ—BとM⇰⇰⇰⇰⇰⇰⇰⇰⇰前期⇰後期型メーカー仕様
で、1と2のキャブはメーカー仕様です。前期型では3が変種ですが、後期型では変種は出来ません。
この前期型3の変種で問題なのは、モノジエットブロック用キャブボデーで、センターブロック下面と接する部分にスロー用のガソリン供給専用通路孔の穴が開いてないため、メインジエトのガソリン供給通路とは別系統のスロージエット用専用燃料供給路を持ったセンターブロックであるビジエット用センターブロックがセットされている為に、そのボデーとブロックの隙間が狭くなっていたり塞がっていたりした場合、スロー系の燃料供給不足によるアイドリング不調が起きるでしょう。
又この非分解部分を分解してキャブボデーの上面とセンターブロックの上面が同一面になるようセットしていないと、その高さに差が生じ、センターブロックが高い時は、フロートチャンバーカバーをセットすると、その高さ分隙間が空いてガソリン漏れの原因になります。逆にブロックの高さが低いと、その高さ分の隙間ができてしまうためセンターブロックを上側からフロートチャンバーカバーで固定できなくなり、下側の固定用プラスネジだけでは上下からのしっかりした固定が得られない為にセンターブロック固定不良が起こり易く、それによりセンターブロック接合部の8字形オーリングのシール不良が起こり、アイドリング不良などエンジンの燃焼不良の原因になります。他方高さを揃える為や確実な固定をしようとするあまり、センターブロック固定用のプラスネジをあまり強く締めすぎるとキャブの底に亀裂が入るので(私が手に入れたものの中には亀裂の入ったキャブがありました。)この点注意してください。この点ウェーバーキャブのセンターブロックは一体構造になっている為このような故障起きません。
◎モノジエット用とビジエット用センターブロックの判別方法
福田流?判別方法
まず太さ1~1.5mm 長さ120mm位のプラスッチク棒を用意して、センターブロックにセットしてあるアイドルジエットを外し、この棒をそのセンターブロックのアイドルジエットホールに挿入して穴の長さ「深さ」を測定し下記の様に判別します。
1、モノジエット用センターブロックの穴の長さはͳͳͳͳͲ約35mm
2、ビジエット用センターブロックの穴の長さはͳͳͳͳͳͳͳ約50mm以上
です。
キャブレターの不調原因は色々ありますが、まずその一因となりうるキャブの仕様間違えを、上記の方法で判別することによりキャブレターの不調の原因究明に少しでもお役に立てば幸いです。
遠藤さんが会員専用投稿欄に投稿した「お便り」の中でキャブレターについての記述があり大変興味深く閲覧いたしました。そこでお尋ねしたいことがありましたのでご迷惑でなければよろしくお願いいたします。と申しますのは、センターブロックを、ボンプボデーを外してキャブボデーの裏からセンターブロックの固定プラスネジの緩みを締めてキャブの組み付けしたら今までの不調が無くなったと述べておりますが、その組み付け完了後再度小さな穴へのエアーの吹き込みを、もし試みていたらどのような現象が見られたのか?教えていただければ幸いです。しかしエンジンに装着状態では場合により危険を伴うことですから再度あらためて試さないでください。
以上どなたか会員の方にいくらかでも参考になれば幸いです。
次回は私がこれまで購入してしまった?ソレックスⅢ型40口径のキャブレター (極上品、美品等とオークション欄で出品されたものです。)を分解した際の惨状?について会員の皆さんへお伝えする予定ですのでソレックス馬鹿の独り言の続きと思って見て?聞いてください


初期S30のドライブシャフト後退角にまつわる話、僕らが知りえた今までの情報、(開発者のお話、開発者から見せてもらった資料、自分たちの経験談)を総合すると、結局は一台一台の車の状態によるところが大きい、となると思います。
昭和44年10月2日から12月末日と書かれた北米走行テスト報告書には、ステアリングのシミー、カーシェイクが最も大きな問題となったが、対策部品を組み込むこんだ対策車を12月20日に現地に空輸し、タイヤバランスとの微妙な関係があるが一応合格の域に達した、とあります。
日本はデリバリーが早かったので対策部品を付けないで出回った車が数百台あると思います。
アメリカ向けはごくわずかな車だけが宣伝やテストの名目で1969年12月までにデリバリーされているのでそれらは未対策、しかし10台もないと思います。
1969年中にアメリカ向けは約500台作ってしまっていましたが、船積みは年明け、つまり12月のテスト結果を受けてから対策部品を組み込んで横浜を出ました。
対策部品といっても、抜本的なものではありません、デフのインシュレーター、デフマウントメンバー、ステアリングのマウントブッシュ、などです。
また、アメリカでは1971年3月にはデフに重りのようなものを取り付けて、振動を吸収しようとする「ダイナミック・ダンパー」なるものがメーカーより設定されました。その取り付けの際の注意点がとても示唆に富んでいて僕らの疑問のヒントになると思いますので以下に紹介します、
1、タイヤバランスが正しいこと
2、ホイールラグナットの締め付けトルクは55-65ft.lbs
3、トーインが適切であること
4、社外のホイールを装着している場合、そのオフセットやリム幅が適正サイズを超えていることが多い。アライメントが正しくとられていないことや、重量が加算されていることが振動の原因を呼び起こすことに留意すべき
5、プロペラシャフト及びドライブシャフトのアライメント、ボルトの締め付けトルクを点検すること
6、全てのサスペンション構成部品のアライメントと締め付けトルクを点検すること
7、トランスミッションとデフのマウントがしっかり取り付けられているか点検すること
当たり前のことといえばそれまでですが、
つまりこれが意味するのは、後退角があるというだけで「カーシェイク」を起こすわけではない、と思います。
後退角の設計は、振動を起こす一つの大きなきっかけであるのは確かですが、(その為にわずかではありますが対策部品が考案された)それよりも車全体のきちんとした取り付け、基本的な調整が出来ていないと後退角が無い1971年9月以降の車でも振動がでると思います。
アメリカで露見した振動、これに対策部品をあてがう努力と並行して、サスペンション、駆動系統、その他アライメントや各部品の取り付けを再度見直したはずです、工場から出てきた車がいきなり完璧だったら良かったのでしょうけど、昭和44年のしかも、生産開始した直後の工場試作車であれば、まだまだ最終調整が必要だったのは容易に想像できます。
テストの結果、対策部品をあてがうだけでなく、組み立ての際にもより精度を上げる為のフィードバックが工場で働く人々にもあったはずです。
アメリカだけで46000台もの初期型後退角の240Zが出回ったのですが、多くがひどい振動に悩まされたわけではありません。振動がひどくて買い換えた人、いたとしてもごくわずかなはずです。初年度から大人気の240Z、今や初期型が最も貴重とされ人気があり、振動のことなど話題になることはほとんどありません。
僕の240Zも初期型ですが、いわゆる100km/h付近の背中に感じる振動は初めからありません。レストアにて各部をしっかり作ってもらったからです。対策部品のおかげもあるでしょう。
初期型Z432に関しては、自分でも苦労しながら、いろんな人に教わりながら、e-zaさんにももちろん、一つ一つ解決してきました。やはり、デフとミッションのマウント、アライメント、ドライブシャフトがおかしなことになっていた時は振動らしきものがありました。そしてもう一つ、
点火系統も重要であることを付け加えたいと思います。イグナイターのわずかな不調が、駆動に変化をもたらしデフ周りの振動にも関係することを体験しました。エンジン全体の調子、ここも、大事なポイントですね。
ミッションからの異音、ギアの一生懸命回転している部分はダッシュボードの奥、ヒーターユニットの下あたりです。
結構耳から遠いので、実は異音は耳に一番近いデフ周りだった、というのが多いかもしれません。また、自慢の純正デユアルマフラーがフロアにギリギリで高速、高回転の振動でビリビリ音の原因だったこともありました。
2014年6月10日 渡辺会長より情報あり
東京大学を卒業後に日産自動車で勤務され、その後、日産車体でも役員まで勤められた、初代フェアレディZの車体生産側の御大(プロジェクトXにも出演されました。)の植村斎さんが6月10日に本を出されます。クラブとしてもサイン会を含めて講演会をお願いしています。詳細は、幹事会等で説明を致します。取りえずご報告まで。
http://www.bookservice.jp/ItemDetail?cmId=6148294
2014年5月27日 掲載タイムラグりましたが遠藤さんからの情報です。
|
遠藤です、Z432のS20エンジン、カムカバーをお色直ししました。 2年間にわたりボデイの全てをレストアしてくれたショップさんに 「デビュー当時のグレーにして欲しい」とお願いしました。基準にしたのはこの写真です、 モーターワールド1971年4月号。S20のカラー写真は意外と少ないですよね、これと同じ写真は折り畳み式のカタログの中にあります。 オレンジのZ432は1969年11月の東京モーターショーのもの。 どちらも、かなり薄いグレーです。純正では黒が一番多いかと思います。 グレーももう少し濃い色のもあったような気がします。ただ発売当時をじかに見ていたわけではないので、はっきりしたことは言えません。 雑誌の 写真の色が44年で変色している、もしくは光の加減でかなり変動するのは理解しています。
今回のこの色を純正と違う色だ、と思う人も多いかと思いますが、黒だけが存在したのではなく、こんな薄い色のグレーもあったことを広めていきたいですね。 これが、乗り続けると開放型のブローバイのおかげでエンジンルームにススが溜まり、 カムカバーも少し黒っぽくなっていきます。7年間であちこち剥がれてきたりもしていました。 |
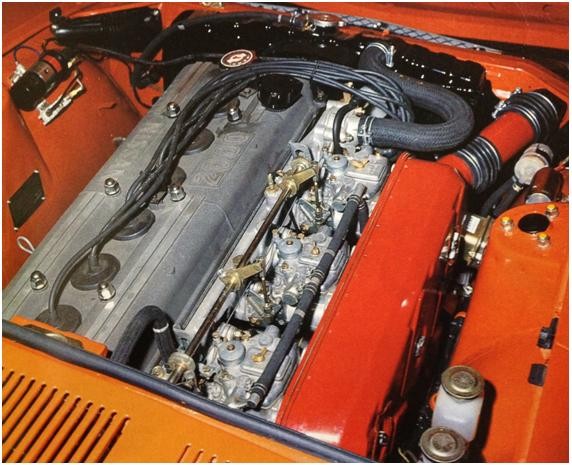



ブローバイといえば、この初期型の開放型は、中身が凝っています。金網が詰まっているので今回外したついでにきれいに汚れを落としました。オイルのカス、ススが沢山つまっていました。
<編集者よりコメント>
かなりレアな情報ではないでしょうか?
Z432の皆さん、カムカバーの色、当時ものの画像や記憶有る方いましたら掲示板で共有是非お願いします。
2014年4月11日
皆葉さんより 面白い情報をいただきましたので興味ある方はどうぞ。
すでにご存じの方もいるかもしれませんが、日産社内でサファリZを壊れたところまで忠実に復元している!サークル活動の記録です。下記でリンクします。
http://social.nissan.co.jp/ARTICLE/20131126_001/
3代目 会長です。日産自動車のルーツとなる資料です。
ダットサンのルーツについて 3代目会長 この車は、1935年製のダットサン14型ロードスターです。 この車から日産自動車の歴史が始まりました。 本来のルーツは橋本増治郎氏の快進社からがスタートですが 現在の日産自動車は設立を鮎川義介氏の創業した 1933年からとしています。 DATの意味の通りに田、青山、竹内の3氏の事は有名ですが 息子のSONから損につながる為にSUNとしたことも エンブレムの他にDAT(ダット)と脱兎を掛けて フード先端にはウサギのマスコットが付いています。 お時間と機会が有る時に是非とも現車をご覧下さい。

ダットサン14型ロードスター
|
年式 |
1935年 |
|
型式 |
14型 |
|
全長 |
2,790mm |
|
全幅 |
1,190mm |
|
全高 |
----/---- |
|
ホイールベース |
2,005mm |
|
トレッド(前/後) |
990/1,026mm |
|
車両重量 |
550kg |
|
エンジン |
7型(直4・SV) 722cc |
|
最高出力 |
11kW(15ps)/3,600rpm |
|
最大トルク |
----/---- |
|
サスペンション(前/後) |
----/---- |
|
ブレーキ(前/後) |
----/---- |
|
タイヤ |
4inch X 24inch/4inch X 24inch |
|
その他 |
非売品 マグネシウム製レプリカホイール
投稿者:遠藤克彦 2014.1.12
皆様今晩は、今回はいわゆるラリーマグのレプリカをご紹介いたします。
マグネシウム製の7J、60度テーパーナット、
最大のポイントはマグネシウムの質と製造過程に於いて純正を上回る耐久性を持たせたこと、またオリジナルのシングルビードに対してこれはダブルビードとしてより安全性を確保した事です。
ジェット旅客機用エンジンの技術力をバックグランドに、熱心な欧米のラリー240Zの愛好家たちの協力により少数ロットが生産されたものです。
ヨーロッパはラリーを楽しむ文化が活発でラリー240Zに対する敬意がいまでも非常に高いことをこうしたレプリカからも認識させられます


